본 고안에 따른 섬유 건조장치는 원단이 회전통 내에 들어가서 마찰에 의해 축율 가공이 되기 전에 이송롤러로 안내되면서 외부케이스 내에 순환되는 온풍에 의해 1차 건조가 이루어지기 때문에 원단이 어느 정도 건조된 상태로 회전통 내로 들어가게 되며, 따라서 회전통에서 마찰에 의해 축율 가공이 이루어질 때 구김 현상이 최소화 되는 효과가 있다.
또한, 본 고안은 회전통이 충분한 길이를 갖고 있으며 원단이 공급되는 입구와 배출되는 출구가 하나의 통로로 이루어져 있기 때문에 종래와 같이 원단이 다수의 회전통을 거치면서 원단의 이송속도와 각각의 회전통의 회전 속도가 균일하지 않아 발생되는 원단 꼬임 현상이 발생되지 않는 효과가 있다.
또한, 본 고안은 원단을 펼쳐서 건조 및 축율 가공을 하기 때문에 그 품질이 매우 우수하며, 한 대의 기계에서 연속적인 작업이 가능하기 때문에 건조 속도가 빠르면, 인건비 및 연료비가 절감되는 효과가 있다.
일반적으로 옷이나, 기타 섬유 제품을 제조하는 데 사용되는 원단은 제조 후 여러 과정의 공정을 거쳐 고품질화된다.
이러한 처리 과정 중 하나는, 세탁 후 또는 열에 의한 원단의 변형을 방지하기 위하여 실행되는 작업으로텀블러 가공 처리 방법이 있다.
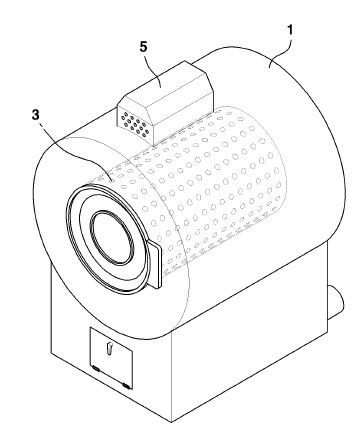
통상적으로 원단 텀블러 가공기는 아래그림과 같이 몸체(1) 내에서 구동모터에 의해 회전되게 설치된 드럼통(3)과, 드럼통 내부에 열풍과 스팀을 공급하는 열풍, 스팀공급부(5)를 포함하여 구성된다. 즉, 원단이 투입된 드럼통이 회전하면서 동시에 열풍, 스팀을 공급하여 원단을 텀블링 가공하는 것이다.
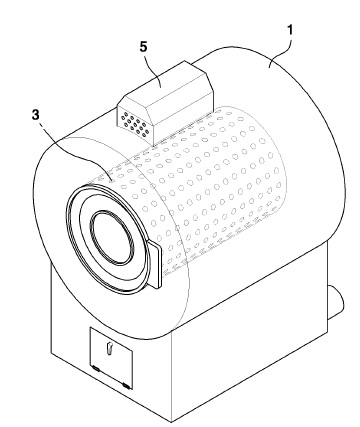
다시 말하면, 원단은 드럼통의 회전에 의해 회전, 낙하를 반복하면서 발생하는 마찰과, 드럼통 내부에 공급되는 열풍과, 스팀에 의해 건조, 축율 가공 처리되는 것이다.
그러나 상기한 종래의 원단 텀블러 장치는 드럼통의 용량이 제한되어 있어 대량의 원단을 처리하기 위해서는 다수의 원단 텀블러 장치가 필요하며, 이로 인해 기계 설비비가 상승하게 된다. 또한 기계의 대수만큼 작업인원이필요하기 때문에 인건비가 많이 들게 되고, 각각의 기계에 열풍을 공급하다보니 연료비가 많이 소모되는 문제점이 있었다.
한편, 대한민국 등록실용신안 제431189호에는 원단 텀블러 가공 장치가 개시되어 있다.
이 고안을 보면, 원단이 이송롤러부를 통해 안내되어 직렬로 배치된 복수개의 건조 텀블러기에 연속되게 통과하면서 연속적인 건조 및 축율 가공을 실행하는 구성을 갖는다.
그러나 이와 같은 원단 텀블러 가공 장치는 원단이 복수 개로 연속되게 설치된 텀블러기들을 차례로 통과하면서 건조 및 축율 가공이 실행되다 보니 원단의 꼬임 현상이 심하게 발생되는 문제점이 있었다.
즉, 원단의 이송속도와 각각의 텀블러기 내에서 원단이 회전 및 낙하되는 속도의 비율이 항상 일정하지 않기 때문에 꼬임 현상이 발생되는 문제점이 있는 것이다.
또한, 습기를 함유하고 있는 원단이 직접 텀블러기 내에 들어가서 회전 및 낙하되면서 건조 및 축율 가공이 실행되면 습기에 의해 구김현상이 더 심하게 발생되는 문제점이 있었다(다림질할때 물을 뿌리는 원리를 참조하면 된다).
고안 기술 설명
본 고안은 상술한 문제점을 해결하기 위해 제안된 것으로, 그 목적은 원단을 풀어서 회전통 내로 공급할 수 있게 하고 회전통의 길이를 길게 하여 회전통을 통과하면서 원단이 한번에 축율 가공이 이루어질 수 있도록 하고, 원단이 축율 가공을 하기 위해 회전통 내로 안내되기 전에 먼저 1차적으로 일부 건조시킨 상태로 안내될 수 있게 하여 원단의 구김 현상을 최소화한 섬유 건조장치를 제공하는데 있다.
본 고안에 따른 섬유 건조장치는 외부케이스와; 외부케이스의 외면 일측에 설치되어 외부케이스 내로 온풍을 공급 및 순환시키는 온풍공급수단과;
외부케이스 내에서 회전구동수단에 의해 정회전과 역회전을 반복적으로 수행하게 설치되고, 원단이 안내되는 입구와 출구를 갖게 중공으로 관통 형성되며, 외면은 온풍이 통과할 수 있게 타공 형성되고, 경사조절수단에 의해 입구에서 출구로 갈수록 하향 경사지게 설치된 회전통과;
외부케이스 내에서 회전통의 입구보다 전방에 회전되게 설치되어 공급되는 원단이 펼쳐진 상태로 회전통 내로 안내되도록 함으로 원단이 회전통 내로 공급되기 전에 1차 건조되도록 하는 이송롤러부를 포함하게 구성되어, 원단이 이송롤러부를 통해 펼쳐진 상태로 회전통 내로 안내되면서 외부케이스 내에 순환되는 온풍에 의해 1차 건조되고, 1차 건조된 상태에서 회전통 내로 안내되어 회전통 내에서 2차 건조 및 마찰에 의해 축율 가공이 이루어지게 하는 것을 특징으로 한다
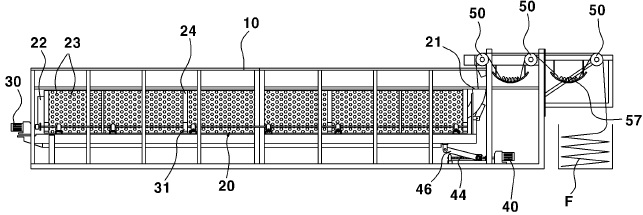
섬유 건조장치는 전방 하부에서 원단(F)이 공급되어 건조 및 축율 가공된 후, 후방으로 배출되는 구조
외부케이스(10)를 구비하고, 외부케이스(10)의 내부에는 원단을 털면서 건조시키는 역할을 하는 회전통(20)과, 원단을 회전통(20)으로 안내하면서 원단을 1차 건조시키는 이송롤러부가 설치된 구조를 갖는다.
그리고 외부케이스(10)의 외부 일측에는 외부케이스(10) 내로 온풍을 공급및 순환시키는 온풍공급수단이 설치된다.
회전통(20)은 외부케이스(10) 내에서 회전구동수단에 의해 정회전과 역회전을 반복적으로 수행하게 설치된다.
예를 들면, 정회전을 3∼4회 하고 나면 역회전을 3∼4회 하여 정회전과 역회전을 반복적으로 수행하게 된다.
그리고 회전통(20)은 원단(F)이 안내되는 입구(21)와 출구(22)를 갖게 중공으로 관통 형성되며, 입구(21)에서 출구(22)까지 하나의 통로를 갖도록 충분한 길이를 갖게 형성된다.
그리고 회전통(20)의 외면은 온풍이 통과할 수있게 통공(23)이 타공 형성된다. 그리고 경사조절수단에 의해 입구에서 출구로 갈수록 하향 경사지게 설치된다.
물론, 경사각도는 2∼3°를 갖도록 하는 것이 바람직한데, 이는 원단(F)이 흘러 내려가는 이송 속도와 건조 속도의 비례를 이상적으로 유지하기 위한 것이다. 그리고 회전통(20)의 내부에는 원단(F)을 들어올리기 위한 리프트바(25)가 설치된다.
회전통(20)의 경사를 조절하는 경사조절수단
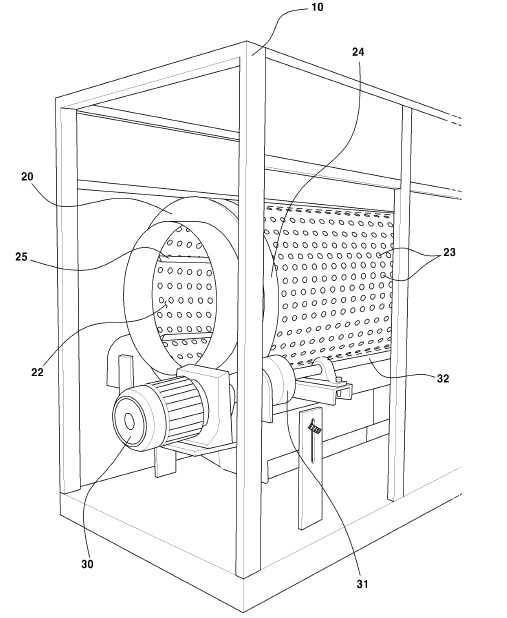
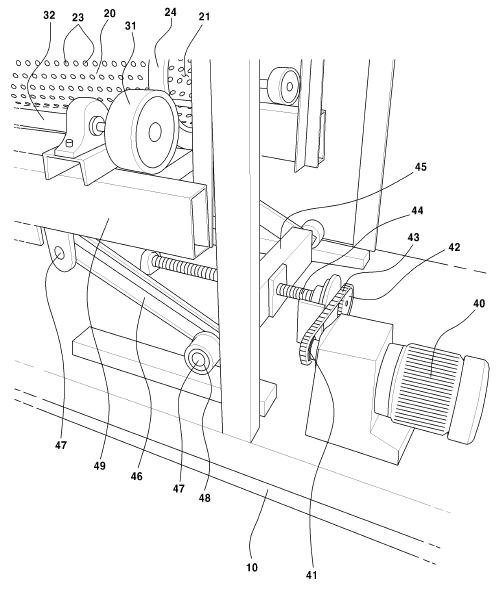
아래 그림을 참조하여 회전통(20)을 회전시키는 회전구동수단을 좀더 설명하면, 회전통(20)의 하부를 양쪽에서 받쳐지지하도록 한 쌍의 받침롤러(31)가 회전통(20)의 길이방향을 따라 소정 간격을 두고 연속 반복되게 설치되고, 받침롤러(31)와 대응되는 회전통(20)의 외주면에는 대응되는 마찰띠(24)가 형성되어 받침롤러(31)가 회전하면 회전통(20)을 마찰력에 의해 회전시키도록 구성된다.
그리고 한쪽 받침롤러(31)들은 그 중심이 연결축(32)에 의해 연결되며, 이 연결축(32)은 구동모터(30)와 연결되게 구성된다.
따라서 구동모터(30)가 반복적으로 정회전과 역회전을 수행하게 되면, 그 동력을 전달받아 연결축(32)이 회전하게 되고, 연결축(32)과 함께 받침롤러(31)들이 반복적으로 정회전과 역회전을 실행하면서 회전통(20)을 회전시키게 된다.
물론, 이러한 회전구동수단은 하나의 실시예를 설명한 것으로, 본 고안은 회전통(20)을 회전시킬 수 있다면 다른 방식의 회전구동수단을 적용할수 있을 것이다.
아래 그림을를 참조하여 회전통(20)의 경사를 조절하는 경사조절수단을 좀더 설명하면, 모터축이 선택적으로 정회전 또는 역회전을 하는 모터(40)와, 선택적으로 정회전 또는 역회전하는 스크류봉(44)과, 스크류봉(44)에 결합되어 스크류봉(44)의 회전방향에 따라 전진 또는 후진하는 이동대(45)와, 회전통(20)을 받치고 있는 회전통받침대(49)와, 상단은 회전통받침대(49)의 선단 하부에 힌지(47) 결합되고 하단은 이동대(45)의 단부에 힌지(47) 결합된 한 쌍의 링크바(46)와, 링크바(46)의 하단에 설치되어 외부케이스(10)의 바닥면을 따라 이동하면서 이동대(45)의 이동을 돕는 바퀴(48)를 포함하여 구성된다.
모터(40)의 동력을 스크류봉(44)으로 전달하는 구조
모터(40)의 축에는 구동스프로킷(41)이 결합되고, 스크류봉(44)의 단부에는 종동스프로킷(42)이 결합되며, 구동스프로킷(41)과 종동스프로킷(42)은 서로 체인(43)으로 연결되어 동력을 전달하게 구성된다. 이러한구성에 의해 모터(40)가 정회전을 하여 스크류봉(44)이 정회전을 하게 되면, 이동대(45)는 스크류봉(44)을 따라 전진을 하게 되고, 회전통받침대(49)의 선단부가 들어올려지면서 회전통(20)이 상승하게 되는 것이다.
반대로, 모터(40)가 역회전을 하여 스크류봉(44)이 역회전을 하게 되면, 이동대(45)는 스크류봉(44)을 따라 후진을 하게되고, 회전통받침대(49)가 하강하면서 회전통(20)도 함께 하강하게 되는 것이다. 바로 이와 같은 원리에 의해회전통(20)의 경사 각도를 조절하게 된다.
물론, 이러한 경사조절수단은 하나의 실시예를 설명한 것으로, 본 고 안은 회전통(20)의 경사를 조절할 수 있다면 다른 방식의 경사조절수단을 적용할 수 있을 것이다.
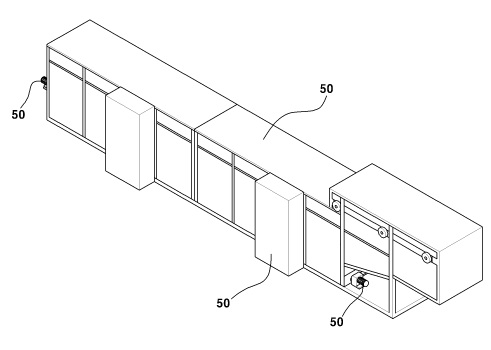
회전통(20)의 입구(21)보다 전방에는 공급되는 원단(F)을 펼쳐진 상태로 회전통(20) 내로 안내하면서 원단이 회전통(20) 내로 들어가기 전에 1차 건조시키는 역할을 하는 이송롤러부가 설치된다.
이송롤러부는 3개의 이송롤러(50)가 서로 일정 거리를 두고 떨어진 상태로 설치되어 원단(F)이 이송롤러(50)를 따라 이송될 때 이송롤러(50)와 이송롤러(50)의 사이에서 처진 상태로 체류시간을 갖도록 구성된다.
따라서 원단(F)이 처져있는 체류시간 동안 1차 건조가 이루어지게 된다. 그리고 이송롤러(50)와 이송롤러(50) 사이의 하부에는 원단(F)이 바닥까지 완전히 처지는 것을 방지하기 위해 원단(F)을 받쳐주는 트레이(57)가 더 설치되게 구성된다.
그리고 각각의 이송롤러(50)들은 롤러구동수단에 의해 구동된다.
롤러구동수단
모터(51)와, 모터(51)의 축에 결합된 구동풀리(52)와, 중간에 위치한 이송롤러(50)와 연결된 중계풀리(53)와, 구동풀리(52)와 중계풀리(53)를 연결하는 제 1벨트(54)와, 전방과 후방에 위치한 이송롤러(50)와 연결된 종동풀리(55)와, 중계풀리(53)와 종동풀리(55)를 연결하는 제 2벨트(56)를 포함하여 구성된다.
따라서 모터(51)의 동력이 구동풀리(52)와 제 1벨트(54)를 통해 중계풀리(53)로 전달되어 중간에 위치한 이송롤러(50)를 회전시키게 되고, 중계풀리(53)의 동력이 제 2벨트(56)를 통해 종동풀리(55)로 전달되어 전방과 후방에 위치한 이송롤러(50)를 회전시키게 된다.
그러나 본 실시예에서는 하나의 모터를 통해 3개의 이송롤러가 회전되게 구성되었으나, 각각의 이송롤러를 구동시키는 각각의 모터를 설치할 수도 있을 것이다.
한편, 본 고안에 적용되는 온풍공급수단은 공지된 기술을 적용하면 된다. 즉, 외부케이스(10)의 일측에 박스(60)가 설치되고, 이 박스(60)의 하부에는 외부케이스(10) 내의 공기가 유입되는 유입공(61)이 형성되며, 박스(60)의 상부에는 공기를 외부케이스(10) 내로 배출하는 배기공(62)이 형성되고, 박스(60) 내에서는 유입공(61)으로 유입된 공기를 배기공(62)을 배출 안내하기 위한 송풍팬(63)이 설치되며, 배기공(62) 입구에는 배출되는 공기를 가열시키기 위한 버너(64)가 설치된 구조를 갖는다
이와 같이 구성된 본 고안은 가공하고자 하는 원단(F)을 외부케이스(10)의 전방에서 외부케이스(10) 내부로 공급하게 되면 다수의 이송롤러(50)가 원단을 펼친 상태로 안내하여 회전통(20) 내로 공급하게 된다.
이때 원단(F)은 이송롤러(50)를 통과하면서 이송롤러(50)와 이송롤러(50)의 사이에서 처진 상태로 체류 시간을 갖게 되고 이 상태에서 외부케이스(10) 내에 순환되는 온풍을 통해 1차 건조가 이루어지게 된다.
그리고 이송롤러(50)를거쳐 1차 건조된 원단은 회전통(20) 내로 안내되며, 회전통(20) 내에서 2차 건조 및 축율 가공이 이루어지게 된다.
즉, 원단(F)이 회전통(20) 내로 안내되면 회전통(20)이 정회전과 역회전을 반복적으로 수행하게 되는데, 이작동에서 원단은 회전통(20)을 따라 회전통(20) 내에서 상승했다가 자중에 의해 떨어지는 과정을 반복적으로 실행하게 되고, 이러한 작업으로 인해 원단(F)이 연속적인 마찰에 의해 털리는 효과를 얻게 되며, 따라서 축율 가공이 이루어지게 된다.
물론, 회전통(20)의 통공(23)을 통해 순환되는 온풍을 통해 2차 건조가 이루어져, 최종적으로 회전통(20)을 통과한 원단(F)은 건조 및 축율 가공 처리가 된다.
물론, 회전통(20)의 입구(21)로 안내된원단(F)은 회전통(20)을 통과하는 과정에서 회전통(20)이 경사지게 설치되어 있기 때문에 천천히 흘러 내려서출구(22)로 배출되며, 회전통(20)이 정회전과 역회전을 반복적으로 수행하고 하나의 회전통(20) 내에서 축율 가공이 이루어지기 때문에 원단의 꼬임 현상이 발생되지 않게 된다.
이상에서와 같이 본 고안은 특정의 실시예와 관련하여 도시 및 설명하였지만, 청구범위에 의해 나타난 고안의사상 및 영역으로부터 벗어나지 않는 한도 내에서 다양한 개조 및 변화가 가능하다는 것을 당 업계에서 통상의지식 을 가진 자라면 누구나 쉽게 알 수 있을 것이다.
고안자: 지찬구
대리인: 유상무
|
실용신안 등록번호 |
20-0439629-0000 |
|
권 리 란 |
|
표시번호 |
사 항 |
|
1번 |
|
출원 연월일 : |
2007년 11월 09일 |
출 원 번 호 : |
20-2007-0018134 |
|
공고 연월일 : |
2008년 04월 24일 |
공 고 번 호 : |
|
|
등록결정(심결)연월일 : |
2008년 01월 16일 |
청구범위의 항수 : |
4 |
|
유 별 : |
D06B 15/04 |
등록의 구분 : |
|
|
고안의 명칭 : |
섬유 건조장치 |
|
존속기간(예정)만료일 : |
2017년 11월 09일 |
|
2008년 04월 16일 등록 | |
|
실 용 신 안 권 자 란 |
|
순위번호 |
사 항 |
|
1번 |
|
(등록권리자) |
|
지찬구 |
|
|
|
|
2008년 04월 16일 등록 | |
'섬유 건조장치' 특허 자세히 보기
 동향
동향
 섬유 / 지류
섬유 / 지류
